追加工プラスワン加工仕様
追加工プラスワンの加工仕様について
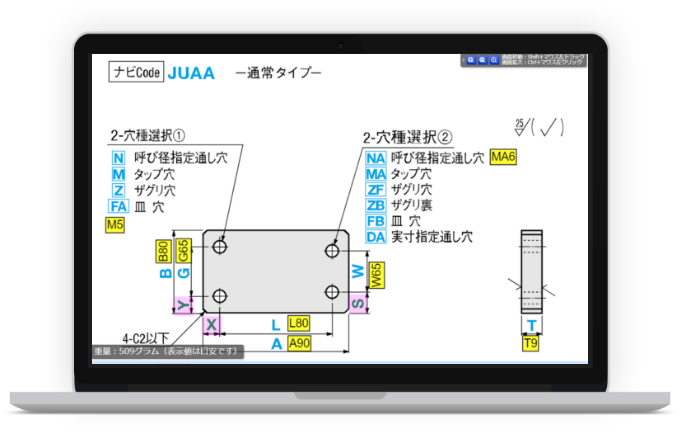
このページでは、ミスミCナビの追加工プラスワンサービスにおける各種追加工の仕様と加工限界について掲載しております。
プラスワンでは、キリ穴、タップ穴、精度穴から角切欠や掘り込みまで、様々な追加工オプションのご用意しております。それぞれの選択範囲、仕様、および加工限界に関する情報をご確認ください。
1. 各種穴の追加工仕様と加工限界
| オプション名称 | キリ穴 | タップ穴 (通し) |
タップ穴 (止まり) |
精度穴 (通し) |
精度穴 (止まり) |
皿穴 | ザグリ穴 | 長穴 |
|---|---|---|---|---|---|---|---|---|
| 図面 |

|

|

|

|

|

|

|

|
| 仕様 | キリ穴を加工します。 | 通しタップを加工します。 | 止まりタップを加工します。 | 精度H7の通し穴を加工します。 | 精度H7の止まり穴を加工します。穴間ピッチは±0.01 | 皿穴を加工します。 | ザグリ穴を加工します。 | 長穴を加工します。 |
| 選択範囲 |
3.5~50.0 指定単位=0.5 |
3・4・5・6・8・10・12・(14)・16・(18)・20(22)・24・(25)(26)・(27)・30( )は細目のみ | 3・4・5・6・8・10・12・(14)・16・(18)・20(22)・24・(25)(26)・(27)・30( )は細目のみ | 3~100指定単位=1 |
3~100指定単位=1 深さ指定単位=1 |
3・4・5・6・8・10 | 3・4・5・6・8・10・12・16・20 | 3・4・5・6・8・10・12・16・20 |
| 加工限界 |
|
|
|
|
|
|
|
|
| オプション名称 | 角切欠 | R切欠 | テーパ切欠 | 掘り込み(矩形) | 掘り込み(円) |
|---|---|---|---|---|---|
| 図面 |

|

|

|

|

|
| 仕様 | コーナーを切欠きます。隅にはエンドミルのRがつきます。 | 半径で指定をしてコーナーを切欠きます。 | 2辺を指定してコーナーをテーパで切欠きます。 | 矩形の掘り込みを加工します。4隅にはエンドミルのRがつきます。 | 直径で指定して円形の掘り込みを加工します。 |
| 加工限界 |
 切欠量≦辺の1/2 切欠量≦辺の1/2
|
切欠量≦辺の1/2
|
切欠量≦各辺のストレート部残り5mm
|
深さ≦板厚の1/2深さ方向の残り肉厚≧5mm
|
深さ≦板厚の1/2深さ方向の残り肉厚≧5mm
|
止まり穴以外は深さ条件を超えた場合には選定ができません。
商品のサイズによっては選定できない場合があります。
上記追加工別の加工限界に加え、左ページの条件も適用となります。
2. 板金専用追加工仕様
注. T=板厚
| オプション名称 | キリ穴 | タップ穴 (通し) |
長穴 | 角切欠 | R切欠 |
|---|---|---|---|---|---|
| 図面 |
|
|
|
|
|
| 選択範囲 | 2.5~50指定単位=0.5 |
2・2.3・2.5・2.6・3 4・5・6・8・10 |
2・2.3・2.5・2.6・3 4・5・6・8・10 |
— | — |
| 仕様 |
キリ穴、パンチ穴を加工します。 サイズによってはレーザーで加工する場合もあります。 |
タップを加工します。 | 長穴を加工します。 |
コーナーを切欠きます。 コーナーRはほとんど付きません。 |
半径で指定をしてコーナーを切欠きます。 |
| 加工限界 |
|
|
|
|
|
| オプション名称 | テーパ切欠 | U字切欠 | 四角切欠 | 角穴 | 角穴(隅R) |
|---|---|---|---|---|---|
| 図面 |
|

|

|

|

|
| 仕様 | 2辺を指定してコーナーをテーパで切欠きます。 | U字で切欠きます。 |
四角形状で切欠きます。 コーナーRはほとんど付きません。 |
四角の穴を加工します。 コーナーRはほとんど付きません。 |
四角の穴を加工します。 辺長さの1/2以内で4隅のコーナーはR5になります。 |
| 加工限界 |
注.
注.
注.
|
||||
追加工オプションと曲げ、断面との距離の加工限界は板金品(レーザー加工品)の加工仕様・加工限界を参照ください。
商品のサイズによっては選定できない場合があります。
上記追加工別の加工限界に加え、C05ページの板金加工限界も適用となります。