表面粗さ
表面粗さとは部品表面の細かな凹凸の度合いを表す指標のこと
製品の品質を決定づける重要な要素の一つに表面粗さがあります。
このページでは、製品表面の粗さを評価するための代表的な指標である算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)の定義と、それぞれの求め方について確認できます。
これらの指標は、製品表面の微細な凹凸を数値化することで、製品の機能性や美観、そして耐久性を把握し、品質管理や改善に役立てることができます。
算術平均粗さは表面の平均的な粗さを表し、最大高さは表面の最も高い山と最も深い谷の差を示し、十点平均粗さは表面の特徴的な凹凸をより詳細に評価します。
表面粗さの種類
工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さは、対象物の表面からランダムに抜き取った各部分におけるそれぞれの算術平均値である。
【 中心線平均粗さ(Ra75)は、JIS B 0031 - JIS B
0601の付属書で定義されている。】
代表的な表面粗さの求め方
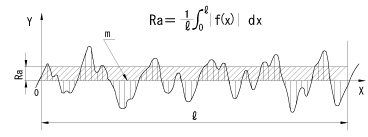
| 算術平均粗さ Ra 粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線の方向にX軸を、縦倍率の方向にY軸を取り、粗さ曲線をy=f(χ)で表したときに、次の式によって求められる値をマイクロメートル(μm)で表したものをいう。 |
|
|
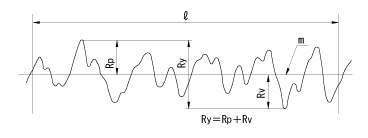
最大高さ Ry
粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の山頂線と谷底線との間隔を粗さ曲線の縦倍率の方向に測定し、この値をマイクロメートル(μm)で表したものをいう。 備考 Ryを求める場合には、きずとみなされるような並はずれて高い山及び低い谷がない部分から、基準長さだけ抜き取る。 |
|
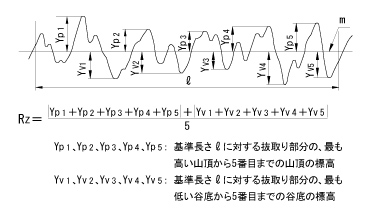
| 十点平均粗さ Rz 粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線から縦倍率の方向に測定した、最も高い山頂から5番目までの山頂の標高(Yp)の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高(Yv)の絶対値の平均値との和を求め、この値をマイクロメートル(μm)で表したものをいう。 |
|
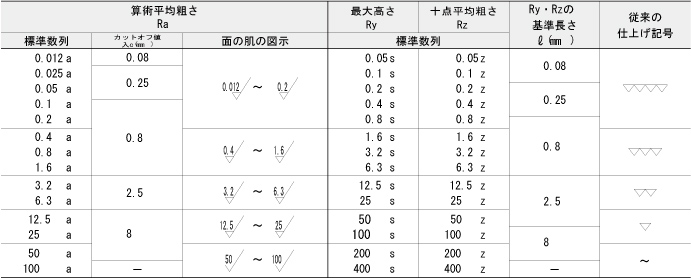
参考 算術平均粗さ(Ra)と従来の表記の関係