丸形状の加工仕様・加工限界
丸形状の加工仕様と加工限界について
機械部品の設計と製造において、部品の肉厚はその強度、耐久性、そして機能性を大きく左右する要素です。
このページでは、ミスミCナビにおける部中心穴や各部との肉厚条件、軸部中心穴、軸部及びフランジ部の各側面と端面の加工仕様に関して、具体的な条件と指標を確認することができます。
軸部中心穴と各部との肉厚条件
1. タップ穴と外径の肉厚条件
| 外径 | t(最小値) | |
|---|---|---|
| 生材 | 焼入品 | |
| 8.0以下 | 1.0 | 1.5 |
| 8.1 ~ 13.0 | 1.5 | 2.0 |
| 13.1 ~ 20.0 | 2.0 | 3.0 |
| 20.1 ~ 30.0 | 3.0 | 4.0 |
| 30.1 ~ 50.0 | 4.0 | 5.0 |
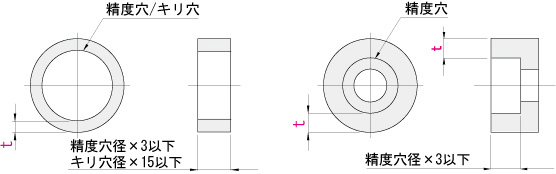
2. 内径精度穴・キリ穴との肉厚条件
| 穴径 | 肉厚最小値 t | |
|---|---|---|
| 精度穴 | キリ穴 | |
| 3.0 ~ 5.0 | 1.5 | 0.8 |
| 5.5 ~ 25.0 | 2 | 1 |
| 25.5 ~ 50.0 | 3 | 2 |
| 51.0 ~ 100.0 | 4 | 3 |
| 101.0 ~ 120.0 | 5 | 4 |
| 121.0 ~ 140.0 | 6 | - |
3. 段差部端面との肉厚条件

| 表1 | MA | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 30 |
| t(最小値) | 1.5 | 2.0 | 2.2 | 2.5 | 3.5 | 4.5 | 5.5 | 6.5 | 7.0 | 8.0 | 9.0 | 10.0 | 10.5 | 13.5 |
4. 段差部端面との肉厚条件
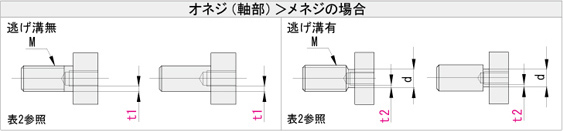
| 表2 | M | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 25 | 26 | 27 | 30 | |
| d(逃げ溝底径) | - | - | 6.3 | 8.3 | 9.8 | 11.8 | 13.8 | - | 17.2 | 19.2 | 20.2 | - | - | - | 26.2 | ||
|
t1 最小値 |
(生材) | 1.0 | 1.5 | 2.0 | 3.0 | ||||||||||||
| 焼入品 | 1.5 | 2.0 | 3.0 | 4.0 | |||||||||||||
|
t2 最小値 |
(生材) | - | - | 1.0 | 1.5 | - | 2.0 | 3.0 | - | - | - | 3.0 | |||||
| 焼入品 | - | - | 1.5 | 2.0 | - | 3.0 | 4.0 | - | - | - | 4.0 | ||||||
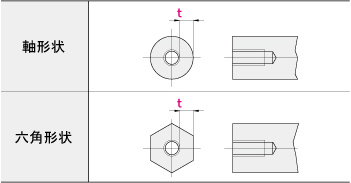
軸部中心穴の加工仕様
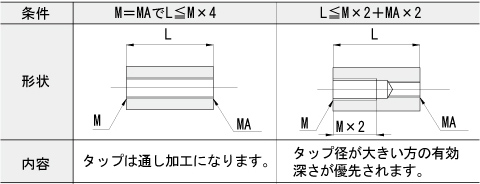
5. タップ深さが全長以下の場合
軸部・フランジ部側面のタップ加工仕様
6. 側面タップでM×2を超えた場合
軸部・フランジ部端面の加工仕様
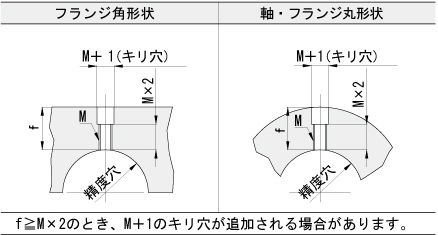
7. 板厚TがM×2を超えた場合
 板厚≦下穴深さの場合は止まり穴でも下穴が貫通することがあります。
板厚≦下穴深さの場合は止まり穴でも下穴が貫通することがあります。
M × 2≦ T ≦ M × 3の場合、タップが貫通する事があります。
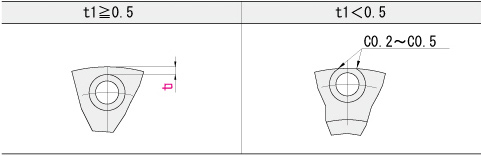
8. ザグリ・皿穴が破れる場合
ザクリ径寸法と端面肉厚が.0.5以下のとき破れる場合がありますが、下記肉厚条件の範囲内で加工します。
軸部・フランジ部端面の穴と各部との肉厚条件
9. 内外径・段差部との肉厚
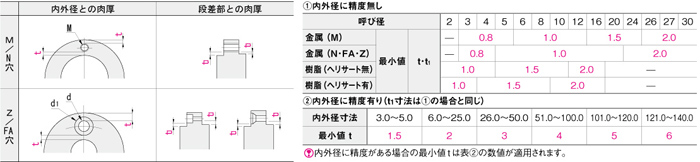
内外径に精度ある場合の最小値tは表②の数値が適用されます。