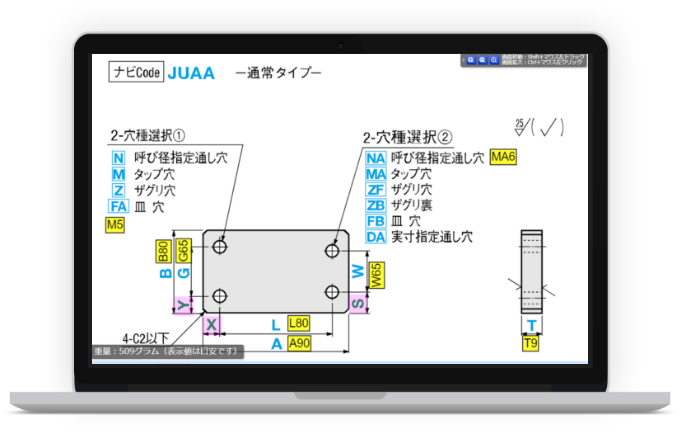
角形状の加工仕様・加工限界
角形状の加工仕様・加工限界について
取付穴や段差部、端面、および穴間の肉厚は、部品の強度、耐久性、および信頼性に深く関わる重要な要素です。
このページでは、ミスミCナビにおけるキリ穴・精度穴と関連する段差部や端面、穴間の肉厚条件について確認できます。
精密な部品製造や安定した機能の確保を目指す上で、これらの寸法と条件は設計段階から正確に理解し、適用する必要があります。
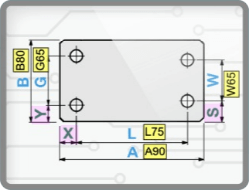
取付穴と段差部、端面、穴間との肉厚条件
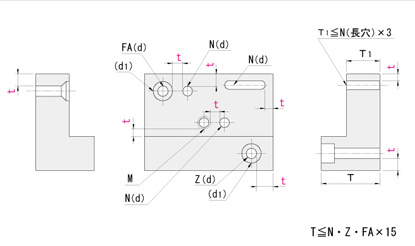
ザグリ・深穴が破れる場合
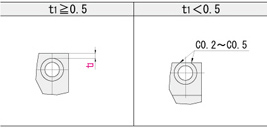
 ザグリ径寸法と端面肉厚が、0.5以下のとき破れる場合がありますが、上記肉厚条件の範囲内で加工します。
ザグリ径寸法と端面肉厚が、0.5以下のとき破れる場合がありますが、上記肉厚条件の範囲内で加工します。
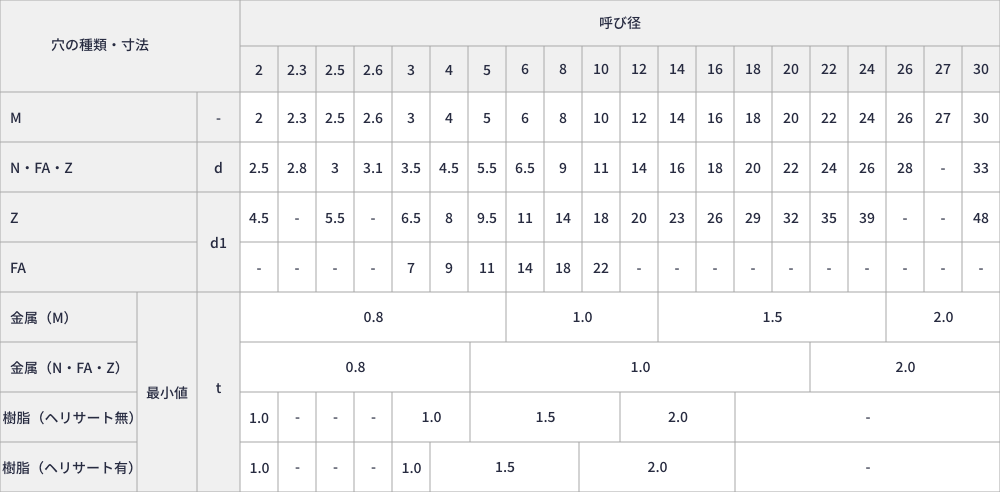
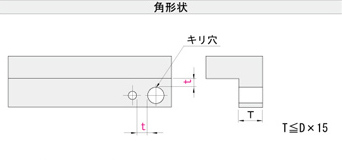
D穴(キリ穴/精度穴)と段差部・端面、穴間との肉厚条件
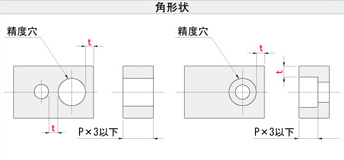
| 精度穴径 | 3.0 ~ 5.0 | 5.1 ~ 25.0 | 25.1 ~ 50.0 | 50.1 ~ 100.0 | 100.1 ~ 120.0 | 120.1 ~ 140.0 | 140.1 ~ 200.0 | 200.1 ~ 300.0 | 300.1 ~ 420.0 |
| t(最小値) | 1.5 | 2 | 3 | 4 | 5 | 6 | 10 | 15 | 15 |
| 精度穴径 | 3.0 ~ 5.0 | 5.1 ~ 25.0 | 25.1 ~ 50.0 | 50.1 ~ 100.0 | 100.1 ~ 120.0 | 120.1 ~ 140.0 | 140.1 ~ 200.0 | 200.1 ~ 300.0 | 300.1 ~ 420.0 |
| t(最小値) | 0.8 | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 |
表面処理条件 穴指定=0(穴加工無し)の場合
穴加工が全く無い場合で表面処理を指定すると、商品によっては吊り下げ用のタップを加工する場合があります。
タップ加工は製品重量に応じて任意のサイズ・場所に行います。
タップ深さ条件

板厚≦下穴深さの場合は止まり穴でも下穴が貫通することがあります。

タップサイズによって最大有効長は長くなります。
最大有効長
| 呼び径(M) | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 |
| 最大有効長さ | M × 3 | M × 4 | |||||||||