板金品(レーザー加工品)の加工仕様・加工限界
板金品(レーザー加工品)の加工仕様・加工限界について
板金加工の過程では、精度と品質を保つために、加工仕様と加工限界を把握し管理することが重要です。
このページでは、ミスミCナビの板金曲げ加工において、その公差、発生しやすい膨らみ(コブ)、プレスブレーキによるキズの位置と深さなどの加工仕様と、穴加工や曲げ部の加工限界、平板や板バネの加工限界などを確認することができます。
加工仕様
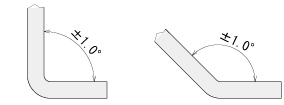
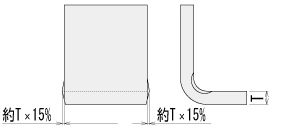
1. 曲げ角度の公差(±1.0°)
2. 曲げによる膨らみ(コブ)
3. プレスブレーキによるキズの位置と深さ
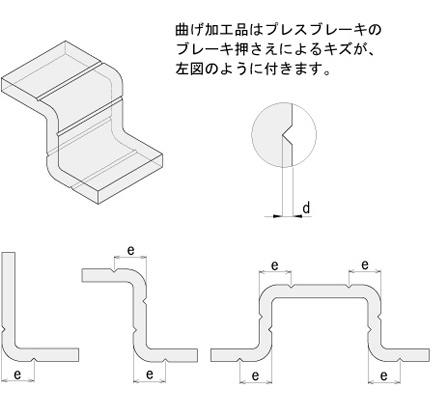
| 板厚 | 位置・深さ | |
|---|---|---|
| SUS304-CSP | e | d |
| 0.2 | 3以下 | 0.05以下 |
| 0.3 | 3以下 | 0.05以下 |
| 0.4 | 3以下 | 0.05以下 |
| 0.5 | 3以下 | 0.05以下 |
| 0.6 | 3以下 | 0.05以下 |
| 板厚 | 位置・深さ | ||
|---|---|---|---|
|
SPCC SECC SS400 |
A5052 SUS304 |
e | d |
| 0.8 | 0.8 | 3 | 0.05 |
| 1.0 | 1.0 | 5 | 0.1 |
| 1.2 | 1.2 | 5 | 0.1 |
| 1.6 | 1.5 | 6 | 0.1 |
| 2.3 | 2.0 | 7.5 | 0.1 |
| 3.2 | 3.0 | 10.5 | 0.2 |
| 4.5 | 4.0 | 13.5 | 0.3 |
| 6.0 | 5.0.6.0 | 17 | 0.5 |
| 9.0 | 9.0 | 26 | 0.8 |
| 12.0 | - | 32.5 | 1.0 |
 SPCCの板厚4.5はSPHCになります。
SPCCの板厚4.5はSPHCになります。
加工限界
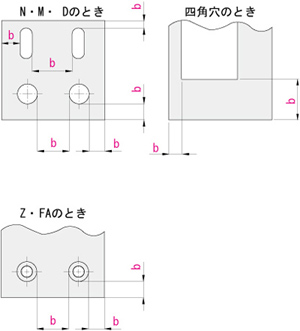
4. 穴加工限界
5. 曲げ部と加工及び段曲げ高さの限界
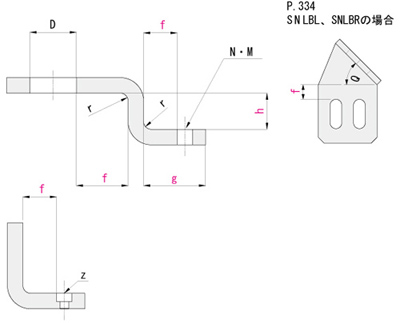
6. 加工限界(平板・曲げ)
| 板厚 |
b (穴と断面との距離) |
曲げ |
高さ 最小値 |
f(穴と曲げの距離) | g | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| N穴・D六公差無し | D穴公差付き | 曲げ線と平行な長穴(四角六) | Mタップ穴 | 曲げから端面の距離 | ||||||||
| SS400 | SPCC SPHC SECC |
A5052 SUS304 |
限界値 | r | h | 限界値 | (保証値) | 限界値 | (保証値) | 限界値 | 限界値 | 最小値 |
| - | 0.8 | 0.8 | 1.0 | 0.8 | 5.0 | 2.0 | (2.5) | 2.5 | (3.5) | 3.0 | - | 5.0 |
| - | 1.0 | 1.0 | 1.0 | 1.0 | 5.5 | 3.0 | (3.5) | 3.5 | (4.5) | 3.5 | 5.5 | 5.5 |
| - | 1.2 | 1.2 | 1.0 | 1.2 | 5.5 | 3.0 | (3.5) | 3.5 | (4.5) | 3.5 | 5.5 | 5.5 |
| - | 1.6 | 1.5 | 1.0 | 1.5 | 6.0 | 3.5 | (4.0) | 4.0 | (5.0) | 4.0 | 6.0 | 6.0 |
| - | 2.3 | 2.0 | 1.5 | 2.0 | 7.0 | 4.5 | (5.0) | 5.0 | (6.0) | 5.0 | 7.0 | 7.0 |
| - | 3.2 | 3.0 | 1.5 | 3.0 | 9.0 | 6.5 | (7.0) | 7.0 | (8.0) | 7.0 | 9.0 | 9.0 |
| - | 4.5 | 4.0 | 2.0 | 4.0 | 11.0 | 7.5 | (8.0) | 8.0 | (10.0) | 9.0 | 11.0 | 11.0 |
| 6.0 | - | 5.0.6.0 | 2.5 | 6.0 | 16.0 | 14.0 | (15) | 15.0 | (16) | 15.0 | 16.0 | 18.0 |
| 9.0 | - | 9.0 | 4.0 | 9.0 | 32.0 | 20.0 | (30) | 20.5 | (32) | 20.5 | 20.5 | 20.0 |
| 12.0 | - | - | 4.5 | 12.0 | 39.0 | 31.5 | (38) | 32.0 | (40) | 32.0 | 32.0 | 33.0 |
SPCCの板厚4.5はSPHCになります。
7. 加工限界(板バネ)
| 板厚 | 曲げ | 高さ(最小値) | f(穴と曲げの距離) |
b (穴と断面との距離) |
|
|---|---|---|---|---|---|
| SUS304-CSP | r | h | N穴公差無し | (保証値) | |
| 0.2 | 0.2 | - | 2.0 | (2.5) | 1.5 |
| 0.3 | 0.3 | - | 2.0 | (2.5) | 1.5 |
| 0.4 | 0.4 | - | 2.0 | (2.5) | 1.5 |
| 0.5 | 0.5 | - | 2.0 | (2.5) | 1.5 |
| 0.6 | 0.6 | - | 2.0 | (2.5) | 1.5 |
[注]加工限界は上記となります。但し、限界値で寸法指定した場合、加工により穴が変形する可能性があります。
またそれに伴い寸法も不正確になります。